




Jeśli nasz produkt jest tym, czego chcesz
Skontaktuj się z naszym zespołem natychmiast, abyśmy mogli udzielić Ci bardziej profesjonalnej odpowiedzi


System stabilizacji łukiem elektromagnetycznym dla walcowni rur
W wysoce wyspecjalizowanej dziedzinie przemysłowego spawania blach ze stali nierdzewnej, priorytetem jest uzyskanie najwyższej jakości spoin. Spawanie metodą TIG (spawanie elektrodą wolframową w osłonie gazów obojętnych) jest najdłużej stosowaną i najszerzej stosowaną metodą w tych wymagających wysokiej precyzji zastosowaniach.
Niemniej jednak, istotnym problemem w przypadku zrobotyzowanego spawania metodą TIG jest to, że im szybsze jest spawanie, tym bardziej łuk, w stanie swobodnym, ma tendencję do cofania się (opóźnienia lub odchylenia łuku) względem kierunku rury stalowej. Problem ten staje się coraz poważniejszy wraz ze wzrostem prędkości; łuk staje się niestabilny, a penetracja jest niewystarczająca.
Powstałe opóźnienie łuku jest główną przyczyną szerokiej gamy wad spawalniczych, takich jak podtopienia wzdłuż dwóch krawędzi (zewnętrznej i wewnętrznej) spoiny, a także tworzenie się struktur "hump" (zwykle zwanych garbami) zarówno na wewnętrznej, jak i zewnętrznej powierzchni spoiny (por. rys. 1). Wady te poważnie wpływają na wytrzymałość i wygląd spoiny, zwłaszcza w przypadku rur przemysłowych spawanych i rur sanitarnych.
Jeśli podcięcie nie zostanie naprawione, może to spowodować zatrzymanie się cieczy w pozostałych obszarach, co zardzewieje stalową rurę i stworzy potencjalne punkty pęknięć korozyjnych naprężeniowych. Dlatego, aby uniknąć takich problemów i zapewnić przyzwoitą jakość spoiny, spawacze zazwyczaj muszą zmniejszyć prędkość spawania, aby uniknąć strat mocy.
Funkcja i rozwiązanie
Aby rozwiązać te problemy, a jednocześnie zwiększyć wydajność linii produkcyjnej i utrzymać jakość spoin na najwyższym poziomie, nasza firma rozpoczęła prace rozwojowe nad nowym systemem stabilizacji łuku elektromagnetycznego. Wprowadzenie tego nowego produktu jest proste, ponieważ koncentruje się on głównie na kluczowych problemach niestabilności łuku i słabej penetracji wynikającej z opóźnienia łuku.
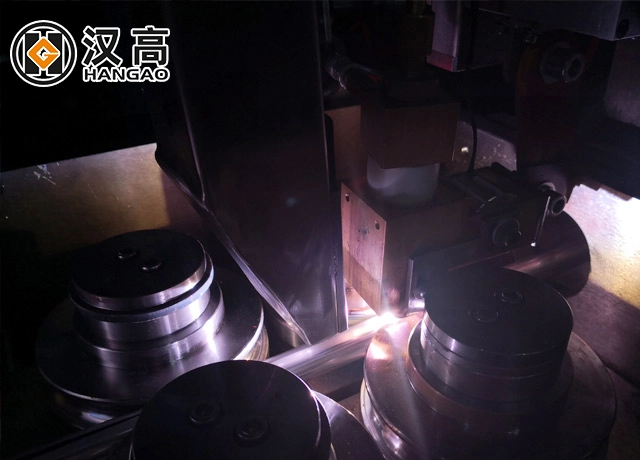
Mechanizm systemu polega na tym, że w samym środku łuku spawalniczego wytwarzane jest specjalnie regulowane, podłużne pole elektromagnetyczne. Za pomocą siły elektromagnetycznej łuk jest w ten sposób stabilizowany; jest on albo utrzymywany w pozycji centralnej, albo wręcz przesuwany do przodu. Takiego stabilnego łuku elektromagnetycznego nie można cofnąć ani wprowadzić w oscylacje boczne, w wyniku czego całkowicie wyeliminowano puste przestrzenie lub wierzchołki garbowatej powierzchni ściegu, czyli podtopienia (jak widać na rysunku 2).
Praktyczne wdrożenie na linii produkcyjnej wykazało znaczny wzrost prędkości spawania o 20-30% przy jednoczesnym zachowaniu najwyższej jakości spoiny.
Ponadto system charakteryzuje się zmienną siłą elektromagnetyczną, która umożliwia idealne dopasowanie do różnych prądów spawania i prędkości produkcji, zapewniając tym samym elastyczność i stabilną wydajność w różnych scenariuszach produkcyjnych.
Komponenty systemu
Kompletny system stabilizacji łuku elektromagnetycznego składa się z głównych komponentów:
Sterownik elektromagnetyczny: 1 jednostka – jest to główny procesor, który decyduje, kontroluje i dostosowuje moc pola elektromagnetycznego w zależności od używanych parametrów spawania w czasie rzeczywistym.
Cewka elektromagnetyczna: 1 jednostka – element, który lokalizuje i wytwarza dokładne podłużne pole elektromagnetyczne potrzebne do stabilizacji łuku.
Siedzisko chłodzone wodą: 1 sztuka – jest to jednostka rozpraszająca ciepło, która zapewnia wydajną pracę cewki elektromagnetycznej, regulując temperaturę otoczenia do najlepszej dla podzespołów, wydłużając w ten sposób ich żywotność.
Buty magnetyczne: 1 zestaw – specjalnie zaprojektowane elementy mocujące, które można zintegrować ze spawarką, aby łatwo wyprowadzić i skierować pole magnetyczne do łuku.
Uchwyt spawalniczy: 1 szt. – uchwyt spawalniczy kompatybilny z metodą TIG, którego konstrukcja umożliwia łatwą współpracę z elementami stabilizacji elektromagnetycznej.
Porównanie efektów: Poniżej przedstawiono metalograficzny diagram φ 35 * 1,2 mm przy prędkości 3,5 m/min

Na powyższym zdjęciu widać zdjęcie prostowania spawania łukiem argonowym

Zdjęcie powyżej przedstawia zdjęcie poziomowania spawania po zainstalowaniu sterowania elektromagnetycznego w spawaniu łukiem argonowym

O nas
Przyjęty2020
Podstawowa wiedza specjalistyczna:Ponad dwudziestoletnie doświadczenie w zakresie urządzeń do spawania rur.
Wielkość fabryki:Dysponujemy nowoczesną bazą produkcyjną i magazynami o powierzchni ponad 20 000 metrów kwadratowych.
Zespół techniczny:Utrzymywaliśmy zespół ponad 20 profesjonalnych techników zaangażowanych w prace badawczo-rozwojowe i innowacje.
Główne produkty:Linie produkcyjne rur spawanych precyzyjnie, urządzenia do poziomowania spawania, fabryka urządzeń do jasnych roztworów,
systemy śledzenia spoin, inteligentne systemy sterowania, urządzenia do wykańczania rur walcowanych,
urządzenia do wyżarzania obrotowego itp.
Siła badań i rozwoju:Posiada ponad 30 patentów krajowych i stale zdobywa nowe autoryzacje patentowe.
Certyfikaty:Krajowe przedsiębiorstwo high-tech, posiadające certyfikat systemu zarządzania jakością ISO9001, dzięki czemu utrzymuje jakość na każdym etapie procesu – od projektu po serwis.
Wzmacniacz:Nasze stałe dążenie do zapewnienia jakości zaowocowało zaufaniem wielu wiodących w branży firm, takich jak Juli, Wujin, Sanhua, Plymouth (USA) i Binner (Indie).
Zasięg rynku:Sprzęt jest sprzedawany na całym świecie i eksportowany do różnych krajów i regionów Azji, obu Ameryk i Oceanii, a także na rynek chiński.
Często zadawane pytania
P1: Czy masz swój własny?
A1: Tak, jesteśmy chińskim producentem, a nasza fabryka znajduje się w Yunfu, Guangdong, w Chinach.
P2: Czy Państwa towary posiadają certyfikat ISO9001 lub CE?
A2: Tak, wszystkie nasze produkty posiadają certyfikat ISO. Wszystkie maszyny są produktami wysokiej jakości.
P3: A jak z gwarancją?
A3: Oferujemy roczną gwarancję jakości na wszystkie nasze produkty. W okresie gwarancyjnym wymiana części zamiennych jest bezpłatna. Ponadto oferujemy dożywotnie wsparcie techniczne i inne formy pomocy.
P4: Jakie są warunki płatności i czas dostawy?
A4: W przypadku małych maszyn: Warunki płatności: przelew bankowy, Western Union, gotówka z góry.
· W przypadku dużych maszyn i dużych ilości: 40% zaliczki, 60% przed wysyłką
(Nagramy cały proces dostawy do potwierdzenia przez klienta) oraz dokumenty towarzyszące. Możesz zapłacić przelewem, akredytywą, Western Union lub innymi metodami.
Termin dostawy maszyny wynosi od 45 do 90 dni roboczych.
P5: Do jakich krajów eksportowane są Państwa produkty?
A5: Sprzedawaliśmy nasze produkty na całym świecie i posiadają one odpowiednie certyfikaty.
